Command
<axis or group> SPD <value>
Description
This command is used to establish the slew speed to be used during axis movement. The parameter is in units of User Units per second. The speed of a move may be changed on the fly at any point in a move and takes immediate effect if the motion is in the slew phase. Setting the speed to zero is a way to pause motion activity. The speed value can later be restored to the previous value and motion will resume. For single axis machines this command effects the speed of the axis. For multiaxis groups Set Speed effects the vector speeed of the group.
Escapes
If the speed parameter resolves to a higher step frequency than 2Mhz then a Parameter Out Of Range Escape Code will occur.
Examples
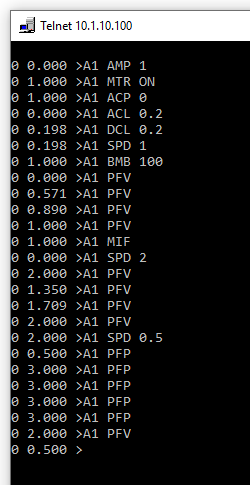
The following list of commands varies motor speed during a move:
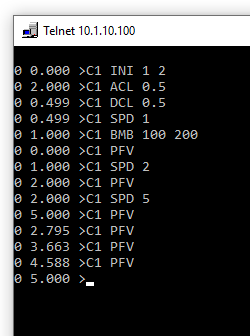
This list changes the speed of a coordinated move:
Related Topics